

左焊好还是右焊好??
时间:2023-06-02关注:
熔化极气体保护焊,操作者右手握焊枪时,由右至左方向焊接,焊枪喷嘴与焊接方向呈钝角(>90°)称为左向焊法;
由左至右方向焊接,焊枪喷嘴与焊接方向呈锐角(<90°)称为右向焊法。
如果操作者左手握焊枪时,焊接方向刚好相反,图1为左向焊法与右向焊法示意图。
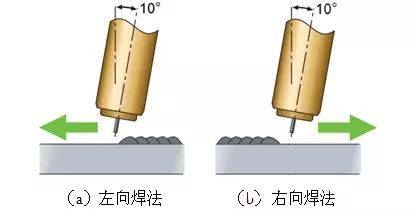
图1 左向焊法与右向焊法示意图
焊枪轴线与焊件表面所成角为工作角;
在焊枪轴线与焊接方向所在平面内,焊枪轴线与垂直于焊接方向直线所成角为行走角。
图2(a)为角焊缝工作角与行走角示意图,图2(b)为对接焊缝工作角与行走角示意图。
通常情况下,角焊缝工作角为45°,对接焊缝工作角为90°;其中行走角根据焊接方向的不同,又有前倾角与后倾角之分,右向焊时称后倾角,左向焊时称前倾角。
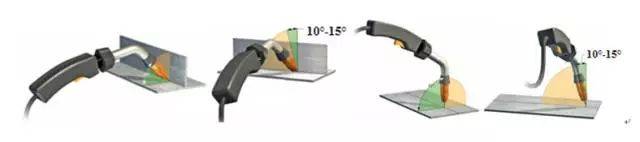
图2 工作角与行走角示意图
对焊缝成形的影响
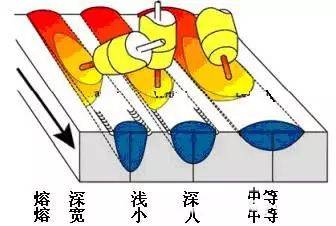
焊接方向与角度不同时,电弧与焊件作用方式有所不同,右向焊时电弧大部分直接作用在焊件上,而左向焊时电弧大部分作用在液态熔池上,因此在相同的焊接电流、电弧电压、焊接速度条件下,得到的焊缝宽度与熔深就不同,图3为焊接方向与角度及其焊缝成形影响示意图。
(a)对接焊缝焊接方向与行走角对焊缝成形影响示意图
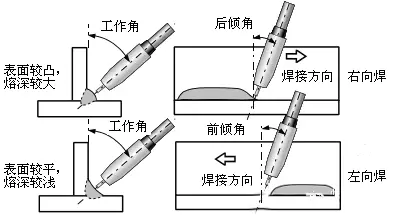
(b)角接焊缝焊接方向与行走角对焊缝成形影响示意图
图3 焊接方向与角度及其焊缝成形影响示意图
除对焊缝成形有影响之外,焊接方向与行走角对焊工熔池观察效果、飞溅的大小及气体保护效果也有一定的影响。
左向焊时,操作者的视线从焊接电弧一侧呈45°——70°视角观察焊接电弧和焊接熔池,这种角度易于观察焊丝伸出端部的熔化情况及熔池变化情况;
右向焊时,焊枪阻挡了操作者的视线,操作困难。图4为左向焊(平焊位)操作者视角示意图。

图4 左向焊(平焊位)操作者视角
焊接方向与角度的应用
由于焊接方向与角度对焊缝成形、飞溅大小、气体保护效果等有重要影响,因此在实际焊接生产中,根据不同的技术要求及实际情况,左向焊与右向焊也就有不同的适用场合,典型焊接方向的实践应用见附表。

结论:
左焊法具有熔深浅、焊道宽的特点,适合于薄板焊接;右焊法具有熔深大、焊道窄的特点,适合于中厚板焊接。
行走角小时,具有熔深大、熔池保护效果好的特点;行走角大时,具有熔深小、熔池保护效果差的特点,行走角为10°——15°时,熔池保护效果良好。
相关资讯

电焊工怎么考?有什么要求?行业前景如何?
对于从事电焊工作的人来说,拥有电焊工证书是非常有用的。证书可以证明你具备了相关的专业知识和技能,能够提高你的职业...
了解详情焊工证复审在哪里办,焊工证在哪里报名
34 查看焊接与热切割作业证上岗必备证书报考指南
607 查看云南考取焊工操作证是开启焊接职业生涯的重要一步...
536 查看焊工证好考吗?如何快速办理焊工证?
350 查看电焊培训需要学习电焊的基本原理和操作方法
569 查看焊工证复审流程是什么
1155 查看学氩弧焊学费多少钱?氩弧焊未来发展前景
653 查看焊工证具体的报考流程是什么?2023最新报考条...
1319 查看

